|
Nie je potrebné nič dokupovať (všetko potrebné je súčasťou balenia). Stačí len zložiť, zapojiť do zásuvky a začať zvárať. |
 |
3 zváracie metódy v jednom zariadení (napr. MIG, TIG, MMA). |
 |
Synergia pri zváraní znamená, že pri nastavení jedného hlavného zváracieho parametra sa automaticky upravia aj ostatné parametre zvárania. |
 |
Zdroj je vybavený najmodernejším LCD grafickým ovládacím rozhraním. |
 |
Vhodné pre napájanie z generátora. |
 |
Rozmery zariadenia (napr. 480x200x330mm). |
 |
Digitálne riadené zariadenie. |
 |
Moderná štruktúra zariadenia s tromi PCB. |
 |
Zváranie MIG/MAG – zváranie taviacou sa elektródou v ochrannej atmosfére plynu (napr. CO₂). |
 |
Zváranie TIG – s bezdotykovým vysokofrekvenčným zapaľovaním oblúka. |
 |
Ručné zváranie obalenou elektródou. (Z angl. Manual Metal Arc) |
 |
Presné 32-bitové riadenie. |
 |
Funkcia zváračky, ktorá umožňuje zmenu priebehu zváracieho prúdu na pulzujúci. Pulzy prebiehajú v kladnej polvlne zváracieho prúdu, čo umožňuje lepšie zváranie tenkých materiálov. |
 |
Možnosť uloženia do pamäte vlastných užívateľských nastavení. |
 |
Zdroj disponuje výstupným jednosmerným napätím (DC). |
 |
Dvojtakt (2T) - stlačením tlačidla na horáku sa zváračka spustí, uvoľnením tlačidla sa zastaví. Používa sa na krátke zvary. Štvortakt (4T) - stlačením tlačidla na horáku sa zdroj spustí, po uvoľnení tlačidla zváračka zostáva v činnosti. Ďalším stlačením a uvoľnením tlačidla na horáku sa zváračka zastaví. Tento režim sa používa na dlhé zvary. |
 |
Regulovateľná tlmivka (regulácia charakteristiky oblúka – mäkký/tvrdý). |
 |
MIG - Zdroj s podávačom na 5kg cievku (D200 - priemer 200mm). |
 |
MIG - Zariadenie na zváranie plnými drôtmi, napr. G3Si1, a zároveň aj trubičkovými drôtmi (napr. E71T-GS samoochranný – bez potreby ochrannej atmosféry). |
 |
MIG - Súčasťou balenia je aj 1 kg trubičkového drôtu (bez potreby ochrannej atmosféry plynu). |
 |
TIG - Zdroj umožňuje pripojenie nožného ovládania. |
 |
TIG - Náběh/doběh prúdu. |
 |
TIG - Diaľkové ovládanie pre plynulé nastavenie parametrov v rukoväti horáka. |
 |
TIG - Predfuk/Dofuk - Zabezpečuje včasnú prítomnosť ochranného plynu pri začiatku zvárania, čím zabraňuje počiatočnej oxidácii zvaru. Po ukončení zvárania chráni koniec zvaru pred oxidáciou. |
 |
AC Výber tvaru krivky (TIG HF, TIG Lift len): - Sinusová (typická krivka) - Obdĺžniková krivka (najpopulárnejšia) - Trapezová krivka (mäkký oblúk) - Trojuholníková krivka (pre tenké materiály). |
 |
TIG - Nastaviteľný maximálny prúd. |
 |
TIG - Nastaviteľný bázový prúd. |
 |
TIG - Nastaviteľná frekvencia pulzu. |
 |
TIG - Nastaviteľná šírka pulzu. |
 |
TIG - AC BALANCE - pomer čistenia. Umožňuje nastaviť pomer fáz (čistenie/zváranie). Väčší pomer čistenia (50%) sa používa len pri zváraní silne zoxidovaných materiálov. Pre bežné materiály stačí pomer čistenia okolo 20-40%. |
 |
TIG - Zdroj s AC/DC. |
 |
TIG - AC Pulz nastaviteľný. |
 |
TIG - DC Pulz nastaviteľný. |
 |
TIG - Zariadenie AC (striedavé). |
 |
TIG - Zariadenie DC (jednosmerné). |
 |
MMA - Bezpečnostný systém, kedy v kľudovom stave je na výstupných svorkách bezpečné dotykové napätie - invertor je vypnutý; pri dotyku elektródou sa invertor automaticky zapne. |
 |
MMA - Obvod, ktorý pri zapaľovaní oblúka uľahčuje jeho zapálenie. |
 |
MMA - Obvod, ktorý pri zapaľovaní oblúka rozpozná, že by došlo k prilepeniu elektródy, a okamžite obmedzí zvárací prúd, čím zabráni prilepeniu elektródy. |
 |
MMA - Ak zvárač neudrží elektródu pri práci v konštantnej vzdialenosti od materiálu, tento obvod automaticky pridáva alebo uberá prúd podľa parametrov oblúka, čím vytvára rovnomerný zvar. |
Najčítanejšie na blogu
Vysvetlivky použitých piktogramov
Pojmy a skratky v zváraní kovov
INVERTOR
Zvárací invertor je zariadenie, ktoré usmerní bežné sieťové napätie a následne ho elektronický obvod premení na striedavé napätie vysokej frekvencie. Toto vysokofrekvenčné napätie sa následne transformuje a usmerní na jednosmerné napätie (DC) vhodné na zváranie.
V špeciálnych prípadoch sa ponecháva striedavý výstup (AC) alebo, pri moderných prístrojoch, je možné elektronicky prepínať polaritu, čím sa dosiahne striedavé výstupné napätie (AC).
INVERTOR
Zvárací invertor je zariadenie, ktoré usmerní bežné sieťové napätie a následne ho elektronický obvod premení na striedavé napätie vysokej frekvencie. Toto vysokofrekvenčné napätie sa následne transformuje a usmerní na jednosmerné napätie (DC) vhodné na zváranie.
V špeciálnych prípadoch sa ponecháva striedavý výstup (AC) alebo, pri moderných prístrojoch, je možné elektronicky prepínať polaritu, čím sa dosiahne striedavé výstupné napätie (AC).
ZATIAŽOVATEĽ
ZATIAŽOVATEĽ
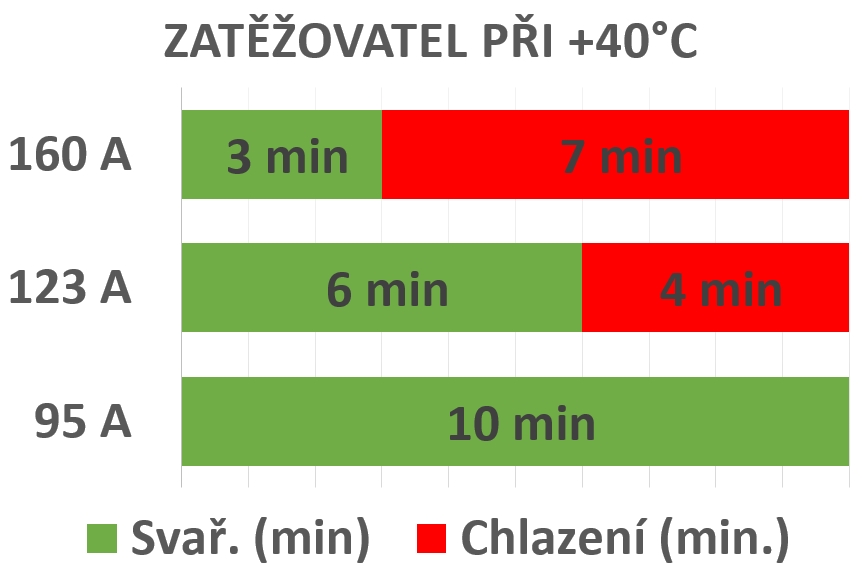
Zváračka má napríklad uvedený zatiažovateľ:
✅ 160 A pri 30 %, 123 A pri 60 %, 95 A pri 100 %
Tento parameter znamená, že pri okolitej teplote 40 °C môžeme zvárať:
• 160 A po dobu 3 minút, potom je potrebné nechať zariadenie 7 minút chladiť.
• 123 A po dobu 6 minút, následne 4 minúty pauza na chladenie.
• 95 A po dobu 10 minút (100 %) – teda môžeme zvárať nepretržite.
Pri nižšej okolitej teplote ako 40 °C sú parametre zatiažovateľa lepšie.
SYNERGIA
Synergia pri zváraní znamená, že nastavením jedného hlavného parametra (napr. prúdu) sa automaticky upravia aj ostatné parametre zvárania, čím sa uľahčí jeho nastavenie.
ARC FORCE
Obvod, ktorý reguluje zvárací prúd v reálnom čase podľa dĺžky oblúka.
✅ Ak zvárač priblíži elektródu k materiálu, prúd sa zníži, aby nedošlo k zalepeniu.
✅ Ak sa oblúk predĺži, prúd sa zvýši, aby bol zvar rovnomerný.
ANTI STICK
Obvod, ktorý pri zapálení oblúka rozpozná, že sa elektróda prilepila, a automaticky obmedzí zvárací prúd, aby sa zabránilo jej úplnému prichyteniu.
HOT START
Obvod, ktorý pri zapálení oblúka krátkodobo zvýši zvárací prúd, čím uľahčí naštartovanie oblúka a zabráni prilepeniu elektródy.
PFC (Power Factor Correction)
Technológia zabezpečujúca stabilný zvárací proces aj pri:
✅ Kolísaní napätia v elektrickej sieti
✅ Použití dlhých predlžovacích káblov
✅ Napájaní elektrocentrálou
Výsledkom je efektívnejšie využitie energie a stabilný oblúk.
SOFT START
Funkcia „mäkkého štartu“, ktorá zabezpečuje pomalý nábeh zváračky po zapnutí, čím sa zabráni vypadávaniu ističov.
LIFT ARC
Dotykové zapálenie oblúka pri zváraní metódou TIG („náškrabom“).
HF (High Frequency)
Bezdotykové vysokofrekvenčné zapálenie oblúka pri TIG zváraní („hodí to iskru“).
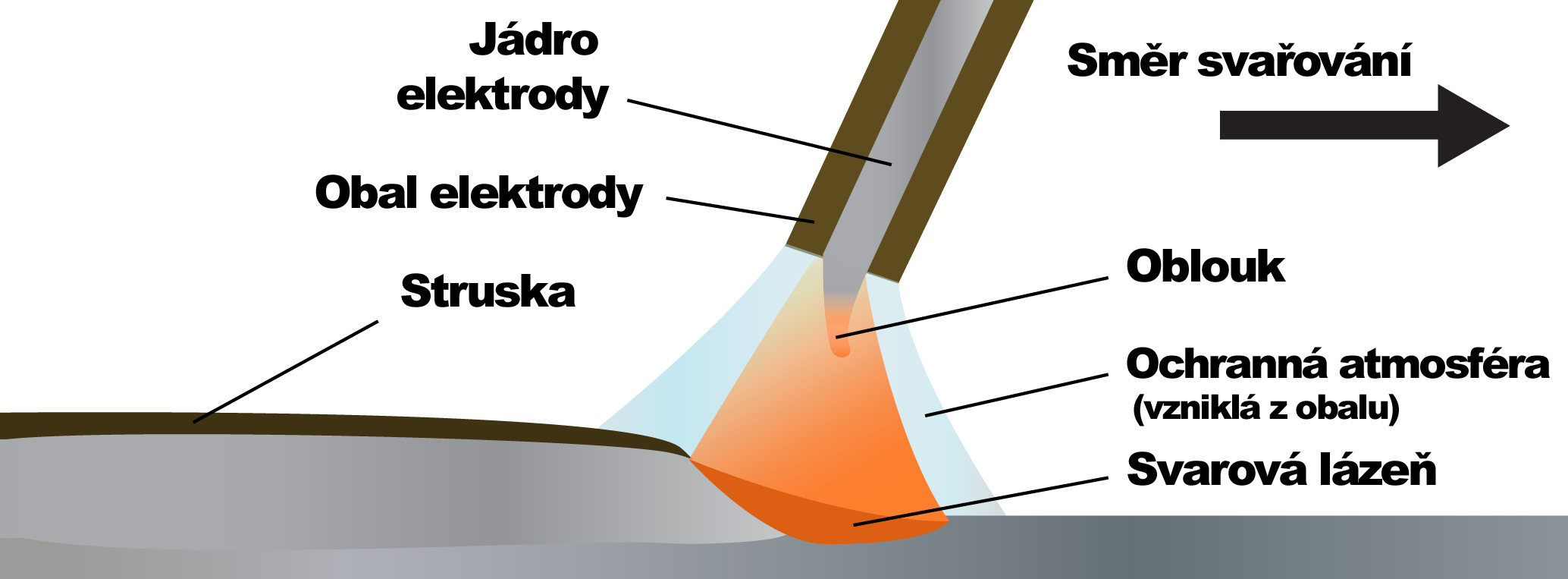
MMA
Ručné zváranie obalenou elektródou (Manual Metal Arc).
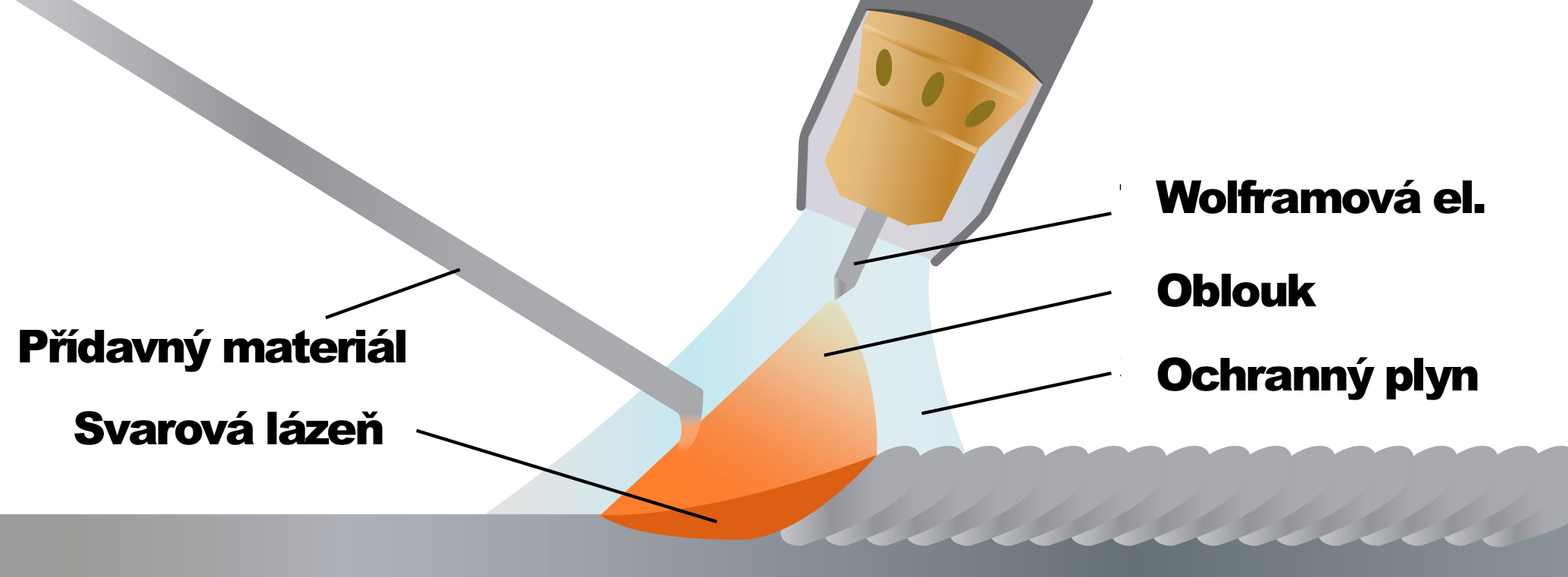
TIG
Zváranie netaviacou sa wolfrámovou elektródou v ochrannej atmosfére argónu (Tungsten Inert Gas).
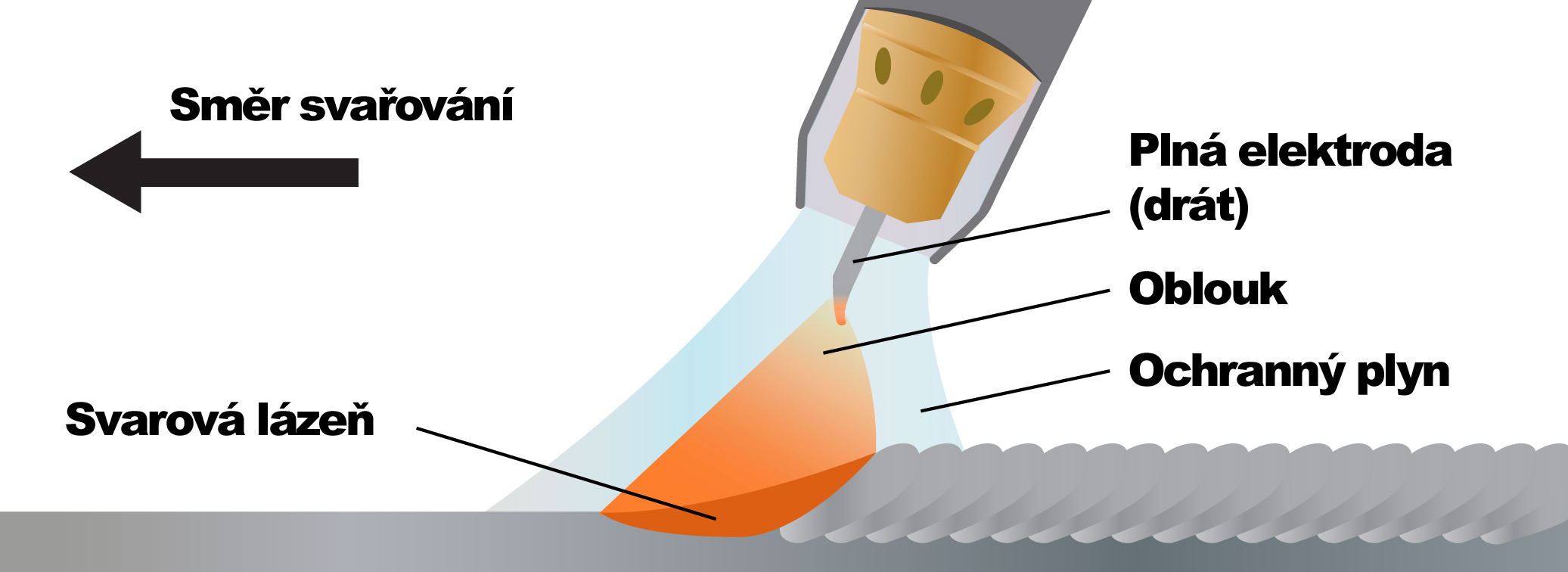
MIG/MAG
✅ MIG (Metal Inert Gas) – zváranie v inertnom plyne (Ar, Ar+He)
✅ MAG (Metal Active Gas) – zváranie v aktívnom plyne (CO₂, Ar+CO₂, Ar+O₂)
Používa sa na poloautomatické zváranie ocele, nerezu a hliníka.
BURN BACK
Nastaviteľná doba dohorenia zváracieho drôtu po vypnutí spínača horáka, aby sa drôt nezasekol v kontaktnom prievlaku.
SHORT ARC (krátky oblúk)
Režim zvárania metódou MIG/MAG, pri ktorom sa drôt odtavuje krátkymi skratmi (až 200x za sekundu).
✅ Výhody:
✔️ Menší tepelný prenos → vhodné na tenké plechy
✔️ Dobrá ovládateľnosť zvarovej lázne
✔️ Možnosť zvárania vo všetkých polohách
SPRAY ARC (rozstreknutý oblúk)
Režim zvárania metódou MIG/MAG, kde sa drôt taví nepretržite a kvapky kovu sa prenášajú oblúkom bez skratu.
✅ Použitie: vyššie zváracie prúdy, hladký zvar, menej rozstrekov.
PULZ (pulzné zváranie)
Funkcia zváračky, ktorá mení zvárací prúd na pulzujúci režim.
✅ Používa sa pri MIG/MAG a TIG
✅ Výhoda: lepšia kontrola tepla → ideálne na tenké materiály
Zvárací prúd sa cyklicky mení od minimálnej po maximálnu hodnotu (30-300 Hz), čím sa znižuje vplyv deformácií a zaisťuje kvalitnejší zvar.
Režim 2T/4T (dvojtakt/štvortakt)
✅ 2T (dvojtakt) – stlačením tlačidla horáka sa zváranie spustí, uvoľnením zastaví.
✅ 4T (štvortakt) – stlačením tlačidla sa zváranie spustí a pokračuje aj po jeho uvoľnení. Ďalším stlačením sa zváranie vypne.
✔️ Výhoda 4T: menej namáhaný prst pri dlhých zvaroch.
Bi-Level
Funkcia, ktorá umožňuje prepínať medzi dvoma úrovňami zváracieho prúdu počas zvárania.
✅ Prvý stupeň – normálny zvárací prúd
✅ Druhý stupeň – znížený zvárací prúd (napr. pre prechody medzi zvarmi)
Používa sa hlavne pri TIG zváraní pre plynulejšiu prácu.
Ako správne vybrať samostmievaciu kuklu?
Popálenie roztaveným kovom alebo jeho rozstrekom – ochrana pomocou vhodného nehorľavého oblečenia.
Úraz elektrickým prúdom
A v neposlednom rade žiarenie v oblasti ultrafialového spektra, ktoré môže zásadne poškodiť váš zrak (zápaly spojiviek, sivý zákal atď.). Oči máte len jedny!
Preto je nutné používať ochranu zraku, napríklad samostmievacie kukly, ktoré spĺňajú ČSN EN 169 a ČSN EN 379+A1.
Kuklu vyberáme zvyčajne podľa:
✔️ Parametrov, ktoré určujú stupeň ochrany vášho zraku (viď EN 379+A1)
Samostmievací filter so špecifikáciou 1/1/1/1 podľa EN 379 je zásadný a najdôležitejší parameter pre ochranu vašich očí
a
– podľa zamýšľaného použitia:
✔️ Akou metódou budeme zvárať
✔️ TIG – používajú sa nižšie prúdy, preto budete potrebovať dva rozsahy clon (obvykle 5-9 DIN pre TIG a 9-13 DIN pre MIG). Keďže ide zvyčajne o jemnejšiu prácu, odporúčame ovládanie stmavenia z vonkajšej strany skeletu kukly pre jednoduchšie nastavenie.
✔️ MIG/MMA – najčastejšie používaná clona je v rozmedzí 10-13 DIN. Keďže sa často pracuje v znečistenom prostredí (prach, nečistoty), odporúčame ovládanie filtra z vnútornej strany skeletu kukly pre lepšiu ochranu.
✔️ Profi – odporúčame veľké zorné pole a ergonomický hlavový kríž (veľmi komfortné riešenie).
✔️ Napájanie samostmievacieho optického filtra:
✔️ Hobby – samostmievací filter napájaný solárnym článkom + nevymeniteľná batéria
✔️ Profi – samostmievací filter napájaný solárnym článkom + vymeniteľná batéria (napr. CR2450). Filter zvyčajne upozorní používateľa LED kontrolkou na nutnosť výmeny batérie.
Poznámka:
Batéria slúži na napájanie filtra hlavne pri prvom zapnutí (napríklad po vybratí z tmavej skrinky alebo krabice) do nábehu účinnosti solárneho článku.
Pri variante s nevymeniteľnou batériou je po jej vybití kukla stále použiteľná, ale pri prvých zopnutiach môže dôjsť k pomalšiemu stmaveniu alebo problikávaniu, kým sa aktivuje solárny článok.
Ako správne vybrať zváračku?
Budem zvárať ako v garáži/dielni, tak aj vonku, napríklad plot a podobne. Chcem teda zváračku aj prenášať.
Vyberiem si najlepšie 1-fázovú invertorovú zváračku MMA (teda metódu s obalenou elektródou),
pretože mi zabezpečí nízku hmotnosť zdroja (na prenášanie) a dodatočný výkon. Môžem zvárať aj vonku,
pretože zvarovú lázeň ochráni obal elektródy (pri zváracích metódach s ochrannou atmosférou plynu MIG/TIG
je napríklad vietor/prievan vážny problém – strhávanie ochrannej atmosféry).
Určite vyberať invertorové zdroje pre ich výkon, nízku hmotnosť (!) a presné riadenie.
V praxi sa najčastejšie zvárajú oceľové materiály v hrúbkach 3-4 mm, pričom platí pravidlo 40 A na 1 mm základného materiálu.
Pre dimenzovanie ističov v bežnej 16 A zásuvke sa najčastejšie používajú invertory v rozsahu 120-220 A.
Je tiež potrebné zvážiť dostupnosť servisného zázemia/spotrebného materiálu v SR a rýchlej technickej podpory.
(Posielať zváračku v prípade záručnej/pozáručnej opravy/údržby mimo SR je veľmi nákladné a zdĺhavé.)
Viac v sekcii: Zváračky MMA
Budem zvárať len v dielni/krytej hale?
Hrubé plechy – pokračujem NIŽŠIE na metódu MIG
Tenké plechy (jemné zvary) – pokračujem NIŽŠIE na metódu TIG
Najlepšie výsledky (najlepšia kresba zvarovej húsenky) bez nutnosti následného oklepávania a čistenia zvaru.
Pre domáce použitie úplne postačujú zváračky s podávačom pre 5 kg cievku (D200), s dvojkladkovým podávaním (toto bez problémov zvládne 5 kg drôt).
Najčastejšie sa doma zvára v ochrannej atmosfére čistého CO₂.
Určite vyberať invertorové zdroje pre ich vysoký výkon, nízku hmotnosť a presné riadenie.
Poznámka:
Neodporúčame kupovať MIG invertor s myšlienkou, že následne budete zvárať trubičkovým drôtom (napr. E71T-GS), kde nie je potrebná ochranná atmosféra plynu.
Hoci sa môže zdať, že ušetríte za fľašu s plynom, v praxi je rozdiel v cene medzi plným drôtom a trubičkovým drôtom až 200 Kč/kg.
Navyše, 6-litrová tlaková fľaša s plynom stojí okolo 2000 Kč a po spotrebovaní 2 cievok (10 kg drôtu) sa táto investícia vráti.
Ďalším mínusom je nutnosť dokúpiť špeciálne podávacie kladky na trubičkový drôt a následné čistenie trosky – celkovo sa to neoplatí.
V praxi sa najčastejšie zvárajú oceľové materiály v hrúbkach 2-4 mm, pričom platí pravidlo 40 A na 1 mm základného materiálu.
• Pre 1-fázové (16A) zásuvky sa najčastejšie používajú invertory 120-160 A.
• Pri 3-fázových (16A) zásuvkách možno zvárať s výkonom až 250-300 A.
Viac v sekcii: Zváračky MIG/MAG
Princíp MIG:
TIG pre tenké oceľové/nerezové plechy
Odporúčame TIG zváračky so zapalovaním HF (bezdotykové – vysokofrekvenčné).
Ochranná atmosféra – čistý argón.
V domácich podmienkach sa najčastejšie zvára pri nízkych prúdoch, preto je dôležitejšie než samotný zatiažovateľ zdroja kvalitné riadenie oblúka a vybavenie ďalšími funkciami, ktoré zlepšujú výsledky zvárania a zjednodušujú prácu, napríklad:
✅ Digitálne riadenie
✅ Prefuk/Dofuk plynu
✅ Náběh/Doběh prúdu
Určite vyberať invertorové zdroje pre ich vysoký výkon, nízku hmotnosť a presné riadenie.
TIG pre hliník a zliatiny hliníka
Pre zváranie hliníka je nevyhnutný AC/DC zdroj, ideálne s funkciou pulzu na lepšiu kontrolu zvarovej lázne.
Je tiež potrebné zvážiť dostupnosť servisného zázemia/spotrebného materiálu v SR a rýchlu technickú podporu.
(Posielať zváračku v prípade záručnej/pozáručnej opravy mimo SR je veľmi nákladné a zdĺhavé.)
Viac v sekcii: Zváracie zdroje TIG