INVERTOR
Zvárací invertor je zariadenie, ktoré usmerní bežné sieťové napätie a následne ho elektronický obvod premení na striedavé napätie vysokej frekvencie. Toto vysokofrekvenčné napätie sa následne transformuje a usmerní na jednosmerné napätie (DC) vhodné na zváranie.
V špeciálnych prípadoch sa ponecháva striedavý výstup (AC) alebo, pri moderných prístrojoch, je možné elektronicky prepínať polaritu, čím sa dosiahne striedavé výstupné napätie (AC).
INVERTOR
Zvárací invertor je zariadenie, ktoré usmerní bežné sieťové napätie a následne ho elektronický obvod premení na striedavé napätie vysokej frekvencie. Toto vysokofrekvenčné napätie sa následne transformuje a usmerní na jednosmerné napätie (DC) vhodné na zváranie.
V špeciálnych prípadoch sa ponecháva striedavý výstup (AC) alebo, pri moderných prístrojoch, je možné elektronicky prepínať polaritu, čím sa dosiahne striedavé výstupné napätie (AC).
ZATIAŽOVATEĽ
ZATIAŽOVATEĽ
Zváračka má napríklad uvedený zatiažovateľ:
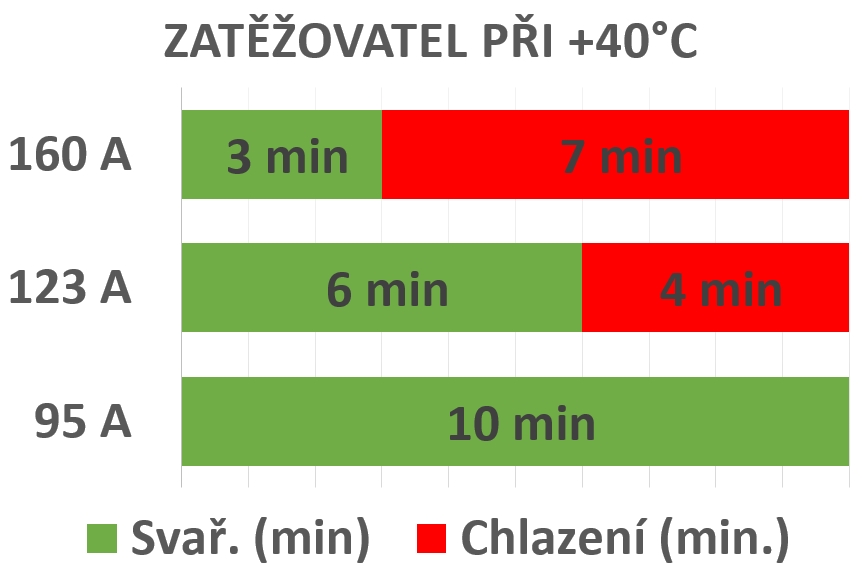
✅ 160 A pri 30 %, 123 A pri 60 %, 95 A pri 100 %
Tento parameter znamená, že pri okolitej teplote 40 °C môžeme zvárať:
• 160 A po dobu 3 minút, potom je potrebné nechať zariadenie 7 minút chladiť.
• 123 A po dobu 6 minút, následne 4 minúty pauza na chladenie.
• 95 A po dobu 10 minút (100 %) – teda môžeme zvárať nepretržite.
Pri nižšej okolitej teplote ako 40 °C sú parametre zatiažovateľa lepšie.
SYNERGIA
Synergia pri zváraní znamená, že nastavením jedného hlavného parametra (napr. prúdu) sa automaticky upravia aj ostatné parametre zvárania, čím sa uľahčí jeho nastavenie.
ARC FORCE
Obvod, ktorý reguluje zvárací prúd v reálnom čase podľa dĺžky oblúka.
✅ Ak zvárač priblíži elektródu k materiálu, prúd sa zníži, aby nedošlo k zalepeniu.
✅ Ak sa oblúk predĺži, prúd sa zvýši, aby bol zvar rovnomerný.
ANTI STICK
Obvod, ktorý pri zapálení oblúka rozpozná, že sa elektróda prilepila, a automaticky obmedzí zvárací prúd, aby sa zabránilo jej úplnému prichyteniu.
HOT START
Obvod, ktorý pri zapálení oblúka krátkodobo zvýši zvárací prúd, čím uľahčí naštartovanie oblúka a zabráni prilepeniu elektródy.
PFC (Power Factor Correction)
Technológia zabezpečujúca stabilný zvárací proces aj pri:
✅ Kolísaní napätia v elektrickej sieti
✅ Použití dlhých predlžovacích káblov
✅ Napájaní elektrocentrálou
Výsledkom je efektívnejšie využitie energie a stabilný oblúk.
SOFT START
Funkcia „mäkkého štartu“, ktorá zabezpečuje pomalý nábeh zváračky po zapnutí, čím sa zabráni vypadávaniu ističov.
LIFT ARC
Dotykové zapálenie oblúka pri zváraní metódou TIG („náškrabom“).
HF (High Frequency)
Bezdotykové vysokofrekvenčné zapálenie oblúka pri TIG zváraní („hodí to iskru“).
MMA
Ručné zváranie obalenou elektródou (Manual Metal Arc).
TIG
Zváranie netaviacou sa wolfrámovou elektródou v ochrannej atmosfére argónu (Tungsten Inert Gas).
MIG/MAG
✅ MIG (Metal Inert Gas) – zváranie v inertnom plyne (Ar, Ar+He)
✅ MAG (Metal Active Gas) – zváranie v aktívnom plyne (CO₂, Ar+CO₂, Ar+O₂)
Používa sa na poloautomatické zváranie ocele, nerezu a hliníka.
BURN BACK
Nastaviteľná doba dohorenia zváracieho drôtu po vypnutí spínača horáka, aby sa drôt nezasekol v kontaktnom prievlaku.
SHORT ARC (krátky oblúk)
Režim zvárania metódou MIG/MAG, pri ktorom sa drôt odtavuje krátkymi skratmi (až 200x za sekundu).
✅ Výhody:
✔️ Menší tepelný prenos → vhodné na tenké plechy
✔️ Dobrá ovládateľnosť zvarovej lázne
✔️ Možnosť zvárania vo všetkých polohách
SPRAY ARC (rozstreknutý oblúk)
Režim zvárania metódou MIG/MAG, kde sa drôt taví nepretržite a kvapky kovu sa prenášajú oblúkom bez skratu.
✅ Použitie: vyššie zváracie prúdy, hladký zvar, menej rozstrekov.
PULZ (pulzné zváranie)
Funkcia zváračky, ktorá mení zvárací prúd na pulzujúci režim.
✅ Používa sa pri MIG/MAG a TIG
✅ Výhoda: lepšia kontrola tepla → ideálne na tenké materiály
Zvárací prúd sa cyklicky mení od minimálnej po maximálnu hodnotu (30-300 Hz), čím sa znižuje vplyv deformácií a zaisťuje kvalitnejší zvar.
Režim 2T/4T (dvojtakt/štvortakt)
✅ 2T (dvojtakt) – stlačením tlačidla horáka sa zváranie spustí, uvoľnením zastaví.
✅ 4T (štvortakt) – stlačením tlačidla sa zváranie spustí a pokračuje aj po jeho uvoľnení. Ďalším stlačením sa zváranie vypne.
✔️ Výhoda 4T: menej namáhaný prst pri dlhých zvaroch.
Bi-Level
Funkcia, ktorá umožňuje prepínať medzi dvoma úrovňami zváracieho prúdu počas zvárania.
✅ Prvý stupeň – normálny zvárací prúd
✅ Druhý stupeň – znížený zvárací prúd (napr. pre prechody medzi zvarmi)
Používa sa hlavne pri TIG zváraní pre plynulejšiu prácu.